產品分類
相關新聞
 內襯水泥砂漿防腐鋼管焊接技術介紹
內襯水泥砂漿防腐鋼管焊接技術介紹Aug 25, 2023
 內襯水泥砂漿防腐鋼管普及知識
內襯水泥砂漿防腐鋼管普及知識Aug 25, 2023
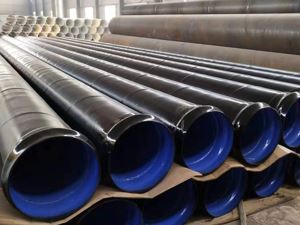
焊接縫隙處涂層減薄厚不勻稱,螺旋焊經3PE防腐鋼管定型后,焊接縫隙處易出現涂層減薄或撕破的狀況。焊接縫隙處的程度高于了生產的標準程度,同寬度擠壓模口在包敷無縫鋼管時,焊接縫隙區涂層偏薄,受制冷減少剩下地應力的累積,焊接縫隙區儲熱水平大。制冷定型后焊接縫隙區所積蓄的剩下熱能經熱傳導使該區涂層被再度加溫,造成涂層抗壓強度降低。
外形出現凸起,防護層存有凸起,不僅是損害外形的現象,還表明防護層與無縫鋼管的粘粘力低,凸起的發作是由于涂層制冷定型環節中的水量不好造成的。制冷后無縫鋼管內部的余熱于涂層的變軟點,在制冷環節中涂層開端全體制冷減少定型。此時受水珠急冷效果的表面已經固化,熔態塑料在減少地應力下與已固化塑料斷開,塑料本身脹大后構成凸起。
上訴描述是3PE防腐鋼管出廠前檢驗不合格的因素有哪些,想了解更多關于3PE防腐鋼管的知識,請關注網站
上一條: 無
下一條: 聚氨酯直埋保溫管應用特征